Shars Reader
Head Mod to Allow for Scale Powering
I noticed that the head didn't power the scales - it still required an
LR44 in each. I noticed the reader head had the circuitry to do it but
it was not populated.
So I attempted to just power it off of the internal -5VDC 7660 (via a
-1.55 VDC linear reg) they have
on-board. I experienced power down/up issues with the scales, sometimes
freezing, other times not even being recognized by the reader head.
A bit of research and I found this is a common issue; I read a bit on
the guy's site that wrote a user guide for the Shumatech;
also saw where someone was adding an SMT tantalum, going to the trouble
of making it fit the existing coin cell compartment on the scales. A
lot of people felt it was a noise issue.
So I did a bunch of testing and found out that it's actually a power up
event issue with the tiny microcontrollers in the scales - a common
problem. Back in the day, Microchip had an app note concerning the
required power-up rise time/min off voltage for their line of PIC
microcontrollers. Most modern uC's, such as the Atmels (what Arduino
uses) have Brown Out Detection and more sophisticated on-board power on
reset circuitry.
I realized that the scales use flea power and measured the voltage on
the scale's -V rail during a power down. Indeed, they held a slight
charge when external power is removed; took a while for it to get near
0V. If you ever pull the coin cell out of a scale when the display is
on (they never really shut off, just blank the display), you can see
the display gets a bit weird as the little uC loses its mind.
The people that made these display heads for Shars and other catalog
houses even went as far as to place two mechanical PCB mount relays to
disconnect the scale's data/clock lines so as to not parasitically
power the reader head with the scale coin cell when the display is shut
off...
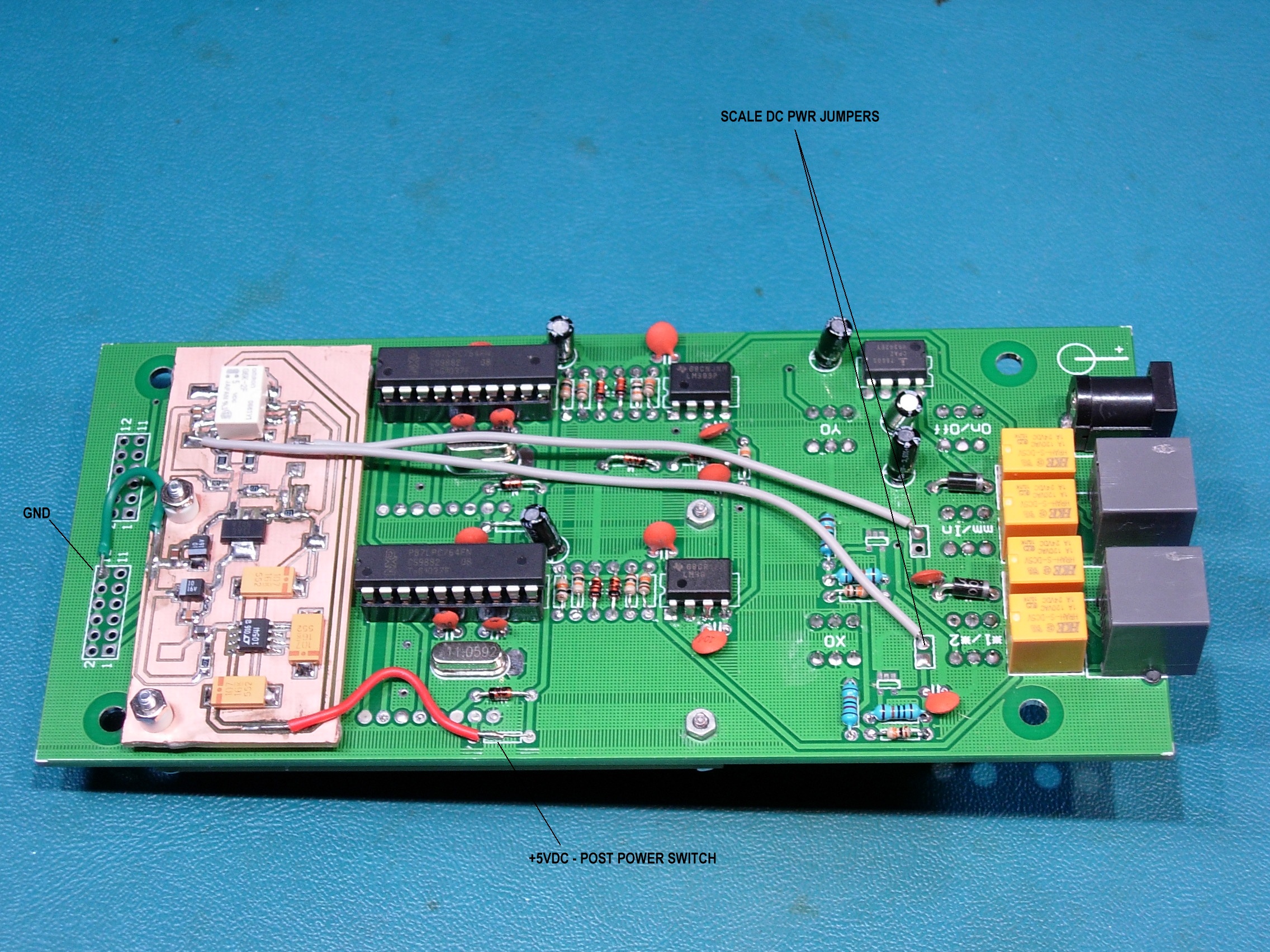
So I modified it with the bare PCB shown - http://www.ajawamnet.com/ajawam3/shars2linescalepowermod.jpg
. The green board (with the aforementioned yellow relays) is the
original Shars'
display PCB; the copper looking one is the one I did (CNC'd)
When the display head is powered off, the white relays on my PCB
disconnect the -1.55VDC to the scales and short out the leads to the
scale power pins to bleed off any voltage left.
I derived my own -5VDC using an LT1054 inverter (using U2 - scales are
a positive ground) for input to the 337 regulator (U1)... just used the
5V supply from the Shars' wall wart (post Shars' pwr
switch).
The LT is regulated as well as having a bit better performance.I didn't
want
to load down the on-board -5VDC 7660 (older inverter IC) they had in
there.
Now, with power on/off cycles it never fails or gets stuck. I tried a
simple bleed resistor between the scales -V and GND but it failed
to get it to fully reset all the time unless I used a very low value
resistor.
Since those inverters don't supply a whole lot of current, I went with
the relay design.
|
Click the image to see
full size
Did a few dozen power
up/down cycles - no more frozen scales
Link
to PDF of schematic and PCB layout:
http://www.ajawamnet.com/ajawam3/swarf/dropwr.pdf
Single layer PCB only drills were to match the mounting in the Shaws
head. All SMT... done on my CNC machine
Check out this link to a vid:
http://www.ajawamnet.com/ajawam3/swarf/DSCN2478.wmv
It works.... you really have to get those scales power rails to 0V...
The autofocus on the camera sucks...
ALSO - here's who makes the Shars head:
http://www.guanglu.com.cn/
NOTE: you must pay attention to
grounding. In my case with the BLDC
drive, I had to bond the Shars wall
wart neg terminal (the reader head
is neg ground; the scales the standard pos ground). I used Rad Shack
under-carpet speaker wire (makes
a nice insulated RF ground strap when you separate them). Also added
straps
to the scales and added braid shielding to the scale leads (no shield
in the cables I got).
Also note that I clipped off the crappy scale wire connectors and
soldered directly to the scale fingerstock; hot glue for the strain
relief.
Click the image to see
full size
|
















































{kind=link}
{kind=link}